Технология нарезки наружной резьбы для винтовых соединений трубопровода.
Способ измерения винтовой крепежной резьбы.
Способ нарезки наружной трубной резьбы круглой плашкой или леркой.
Способ нарезки трубной резьбы воротком с раздвижной круглой плашкой.
Способ нарезки резьбы воротком с направляющим фланцем и втулкой.
Способ нарезки наружной трубной резьбы косым клуппом с раздвижной плашкой.
Подробнее - в разделах сайта (с выдвижным меню при нажатии вверху↑ слева← для смартфонов) или в "Поиске" на каждой странице сайта ДОМСВОЙСТРОЙ.
ВНИМАНИЕ! Для увеличения формата рисунка - наведи на него курсор.
Раздел 11-7.
Резьбовые соединения трубопровода отличаются простотой, надёжностью и дают возможность регулировать затяжку, а также разбирать и собирать трубные системы сетей отопления и водоснабжения, детали оборудования и механизмов.
Резьбовые соединения бывают наружные и внутренние. Различают резьбу цилиндрическую треугольную – пилообразную, коническую треугольную, прямоугольную, трапециевидную, круглую и упорную.
Наибольшее распространение имеет цилиндрическая треугольная или крепёжная резьба.
1.1. Способ измерения винтовой крепежной резьбы.
При выполнении винтовых соединений в домашней мастерской часто приходится нарезать новую резьбу, подправлять резьбы, когда гайки или винты идут по нарезке с трудом, подбирать крепёжные детали под имеющиеся резьбы и т.д.
Все это требует некоторых знаний о резьбах и способах их получения.
По назначению резьбы делятся на крепежные, т.е. те, что применяются в соединениях, и специальные.
Специальные резьбы могут быть прямоугольные, как, например, на винте слесарных тисков, трапецеидальные, круглые и др.
Профиль крепежной резьбы, как правило, треугольный.
Практическое значение имеют два элемента резьбы - наружный диаметр и шаг резьбы (рис.1 поз.а).
Наружный диаметр резьбы определяют штангенциркулем или микрометром, шаг- резьбомером (рис.1 поз.б…в).
Способ измерения винтовой крепежной резьбы показан на рис.1.
Способ измерения винтовой крепежной резьбы.
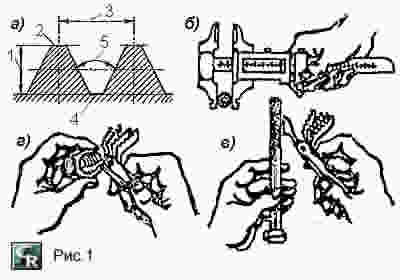
а)- основные элементы резьбы: 1- глубина резьбы; 2- вершина (наружный диаметр резьбы); 3- шаг резьбы; 4- впадина (внутренний диаметр); 5- угол резьбы; б)- измерение внешнего диаметра штангенциркулем; в), г)- измерение внешней и внутренней резьбы резьбомером.
Если резьбомера нет, то шаг резьбы можно измерить миллиметровой линейкой, подсчитав число витков, скажем, на 1 см длины и поделив 10 на число витков.
Шаг резьбы удобно также измерить по её оттиску на бумаге. С болта такой оттиск сделать просто.
Шаг резьбы гайки можно измерить так: в отверстие нужно вставить палочку и прижать её к резьбе. На палочке остаётся отчётливый оттиск, который нетрудно измерить линейкой.
1.2. Способ нарезки наружной трубной резьбы круглой плашкой или леркой.
В быту приходится встречаться с трубной резьбой. Диаметром трубной резьбы условно принято считать внутренний диаметр трубы. Это дюймовая резьба (1 дюйм=25,4 мм).
По профилю трубная резьба напоминает крепёжную, но с углом 55°. Она используется для соединения труб и арматуры трубопроводов.
В домашней мастерской наружную трубную резьбу нарезают круглыми плашками, которые иначе называют лерками.
Способ нарезки наружной трубной резьбы круглой плашкой или леркой показан на рис.2.
Способ нарезки наружной трубной резьбы круглой плашкой или леркой.
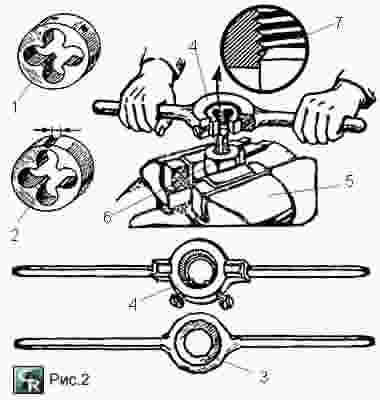
1- плашка круглая цельная; 2- плашка круглая разрезная; 3- вороток для нарезания резьбы круглыми плашками; 4- вороток с винтовым креплением плашки; 5- тиски; 6- болтовая фиксация стержня в тисках; 7- треугольный профиль крепежной резьбы.
Нарезание наружной резьбы круглой плашкой выполняют в следующем порядке:
- на верхнем конце стержня или трубы снимают фаску, которая обеспечивает врезание плашки в металл;
- стержень или трубу зажимают в тисках вертикально так, чтобы выступающий его конец был на 20…25 мм больше длины нарезаемой части (рис.2 поз.6);
- на стержень накладывают закреплённую в вороток плашку и с небольшим нажимом вращают так, чтобы плашка врезалась примерно на 1…2 нитки без перекоса.
Нарезание резьбы значительно облегчается, если плавно вращать вороток на 1…2 оборота вправо и 1/2 оборота влево.
Закончив нарезание, вороток выкручивают обратно и затем ещё раз прогоняют по полученной резьбе.
1.2.1. Диаметры стержней под нарезание резьбы плашками.
Диаметр стержня (трубы) под наружную резьбу должен быть на 0,3…0,4 мм меньше наружного диаметра нарезаемой резьбы. Отклонения от этого правила НЕ ДОПУСКАЮТСЯ.
Диаметры стержней под нарезание резьбы плашками приведены в таблице 1.
Таблица 1. Диаметры стержней под нарезание резьбы плашками
| п/п | Номинальный диаметр резьбы | Диаметр стержней (мм) | |
| Макси-мальный | Мини-мальный | ||
| 1 | 2 | 3 | 4 |
| А | Метрическая резьба | ||
| 1 | 5 | 4,92 | 4,84 |
| 2 | 6 | 5,92 | 5,80 |
| 3 | 8 | 7,90 | 7,80 |
| 4 | 10 | 9,90 | 9,80 |
| 5 | 12 | 11,88 | 11,76 |
| Б | Трубная резьба | ||
| 6 | 1/2” | 20,7 | 20,4 |
| 7 | 5/8” | 22,7 | 22,4 |
| 8 | 3/4” | 26,2 | 25,9 |
| 9 | 7/8” | 30,0 | 29,9 |
| 10 | 1” | 33,0 | 32,7 |
На чертежах и резьбонарезных инструментах резьбы обозначают так:
- метрическую с крупным шагом (основную резьбу) — буквой М и числом, указывающим наружный диаметр (в мм): М5‚ M6, M10 и т.д.;
- в обозначение резьбы с мелким шагом добавляют число, выражающее значение шага (в мм): M6х0,6 или М42х4,5.
Дюймовая трубная резьба обозначается наружным диаметром в дюймах. Например, резьба трубы в четверть дюйма обозначается: труба 1/4".
1.2.2. Плашки с воротками и клуппы для нарезки резьбы.
Плашки бывают круглые и призматические. Призматическими можно нарезать резьбу на трубе или стержне с большим отклонением диаметра.
Для нарезания наружной резьбы применяют плашки с воротками и клуппы.
Плашки бывают цельными и разрезными. С обеих сторон плашки имеют одинаковые заборные конусы длиной 1,5…2 нитки.
Плашки представляют собой как бы круглую гайку с резьбовым отверстием, имеющим несколько канавок.
Благодаря канавкам образуются режущие кромки, которые и формируют резьбу на поверхности трубы или стержня. Кроме того, в канавки собирается стружка.
В отличие от цельных плашек разрезные плашки имеют прорезь, шириной 0,5…1,5 мм, позволяющую плашке пружинить и изменять размер в пределах 0,10…0,25 мм.
Это способствует продлению срока службы плашки, но резьба при этом имеет пониженную точность профиля.
1.2.3. Габаритные размеры круглых плашек.
Чтобы не ошибиться в виде и размере нарезаемой резьбы, клеймо на плашке должно "смотреть" в сторону, противоположную внутреннему буртику воротка, в который упирается плашка.
Стороной с клеймом и накладывайте плашку, установленную в воротке, на торец трубы с фаской. Плашка должна быть всё время в плоскости, перпендикулярной к оси трубы.
Габаритные размеры круглых плашек для нарезания резьбы даны в табл.2.
Таблица 2. Габаритные размеры круглых плашек для нарезания резьбы.
| п/п | Номинальный иаметр резьбы | Нару-жный диа-метр пла-шки, мм | Высота плашки, мм, для нарезаемой резьбы | ||
| Метриче-ской, мм | Трубной, дюймы | Метриче-ской, мм | Трубной, дюймы | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | 10-11 | 1/8 | 30 | 11 | 8 |
| 2 | 12-16 | 1,4-3,8 | 38 | 14 | 10 |
| 3 | 16-20 | 1/2 | 45 | 18 | 14 |
| 4 | 22-24 | 5/8-3/4 | 55 | 22 | 16 |
| 5 | 25-36 | 7/8-1 | 65 | 25 | 18 |
1.3. Способ нарезки трубной резьбы воротком с раздвижной круглой плашкой.
Самая трудная физически - начальная фаза нарезания трубной резьбы.
Правой ладонью изо всех сил нажимают на вороток в месте установки плашки. Левой за рукоятку вращают по часовой стрелке.
Заборная часть плашки должна, врезавшись, "схватиться" за трубу. Дальше легче и можно обеими руками вращать рукоятки.
Способ нарезки трубной резьбы воротком с раздвижной круглой плашкой показан на рис.3.
Способ нарезки трубной резьбы воротком с раздвижной круглой плашкой.
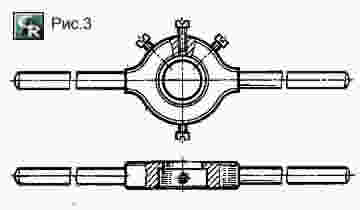
Вороток с раздвижными винтовыми креплениями круглой плашки для нарезки наружной трубной резьбы.
Смажьте нарезаемое место жидким маслом. Закрепите нужную круглую плашку в вороток двумя или четырьмя упорными винтами.
Для примера приведена последовательность выполнения работ при нарезании резьбы 1/2" круглой плашкой на трубе с внешним диаметром D=21,5 мм (Dу=20 мм).
Закрепляют трубу в зажиме или в тисках, расположив трубу ниже губок или между ними.
Чтобы труба при нарезании резьбы не провернулась, на её противоположный конец наверните угольник и в него кусок трубы.
Этот кусок трубы, расположенный noд углом 90° к нарезаемой трубе, упираясь в верстак не даст ей вращаться, т.к. упрётся в опору тисков.
Желательно, если использовать тиски, труба должна уже иметь с одной стороны резьбу. В противном случае трубу зажимают в специально выполненный зажим для тисков с вырезом паза под трубу.
С конца трубы снимают фаску шириной 2…3 мм. Если труба короткая, то фаску ещё до зажатия в приспособлении можно снять на заточном станке с соблюдением правил техники безопасности.
Труба в нарезаемой части должна выступать на минимальную длину из зажимаемого приспособления (рис.2). Это обеспечит жёсткость и облегчит нарезание резьбы.
1.3.1. Как зажать в тисках тонкостенную трубу.
Полезный совет:
Как зажать в тисках тонкостенную трубу, не помяв её?
Для этого вставьте внутрь трубы деревянный вкладыш - деревянную доску шириной, равной внутреннему диаметру трубы.
А чтобы не поцарапать поверхность, поставьте между трубой и губками тисков деревянные или пластмассовые прокладки.
Круглые трубы и прутки зажимать в тисках очень трудно: они всё время сползают в стороны, перекашиваются, и их приходится крепить заново.
Изготовьте для тисков одну сменную губку с горизонтальным и вертикальным угловым пазом, и вы избавитесь от этой проблемы навсегда.
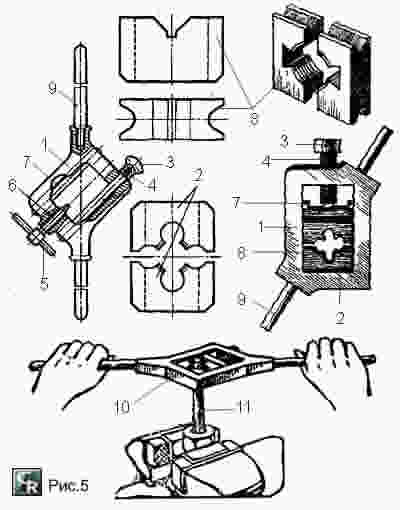
1.4. Способ нарезки резьбы воротком с направляющим фланцем и втулкой.
На первоначальную врезку тратят тем меньше сил, чем больше заходная фаска.
Можно встретить самые разнообразные конструкции воротков заводского и самодельного изготовления. Применение воротка с направляющим фланцем и втулкой (рис.4) значительно облегчает нарезание резьбы.
Вороток с направляющим фланцем и втулкой показан на рис.4.
Вороток с направляющим фланцем и втулкой.
1- труба; 2- направляющая втулка; 3- закрепляющая втулка-фланец; 4- болт воротка с винтом; 5- плашка (лерка); 6- вороток с винтовым креплением плашки; 7- винт закрепляющей втулки; 8- винт направляющей втулки.
Для закрепления круглых плашек применяют воротки, называемые иногда леркодержателями.
Нарезая резьбу леркой, очень трудно избежать перекоса.
Простейшее приспособление, состоящее из закрепляющей втулки (рис.4 поз.3) и направляющей втулки (рис.4 поз.2), полностью решает эту задачу.
Закрепляющая втулка-фланец (рис.4 поз.3) становится между леркой (рис.4 поз.5) и леркодержателем (рис.4 поз.6) и крепится винтом (рис.4 поз.7), проходящим сквозь отверстие.
Сверху в эту втулку-фланец (рис.4 поз.3) вставляется маленькая направляющая втулка (рис.4 поз.2), которая и направляет лерку точно по оси нарезаемой детали.
Чтобы направляющая втулка (рис.4 поз.2) не выскакивала, её запирают вторым винтом (рис.4 поз.8).
При работе вороток с направляющей втулкой (рис.4 поз.2) надевают на трубу (рис.4 поз.1) до упора плашки (рис.4 поз.5) в торец.
Затем направляющую втулку (рис.4 поз.2) выворачивают (закрепляющая и направляющая втулки соединены резьбой) на ту длину резьбы, которая необходима.
Эта длина должна быть немного меньше половины протяжения фитинга, которым соединяются трубы.
Втулку закрепляют 2 болтами (рис.4 поз.4) или винтами на трубе (рис.4 поз.1).
При вращении рукояток воротка втулка-фланец (рис.4 поз.3) будет втягиваться, навинчиваясь на направляющую втулку (рис.4 поз.2).
Конечно, резьба на фланце (втулке) должна быть аналогична нарезаемой резьбе.
Применяют так же подобные воротки, но без выворачивающейся тянущей втулки.
Направляющий фланец у них отлит заодно с корпусом плашкодержателя. Таким воротком сложнее работать, чем воротком с направляющим фланцем и втулкой.