
Технология нарезки внутренней резьбы для винтовых соединений трубопровода.
Технология нарезки метчиком внутренней крепёжной резьбы.
Типы и отличие метчиков для нарезания внутренней резьбы.
Способ нарезания внутренней резьбы метчиком с помощью воротка.
Простейшие и разборные воротки для вращения метчика.
Подробнее - в разделах сайта (с выдвижным меню при нажатии вверху↑ слева← для смартфонов) или в "Поиске" на каждой странице сайта ДОМСВОЙСТРОЙ.
ВНИМАНИЕ! Для увеличения формата рисунка - наведи на него курсор.
Раздел 11-8.
1.1. Технология нарезки метчиком внутренней крепёжной резьбы.
Для высверливания внутреннего подходящего отверстия под нарезку нужного внутреннего диаметра крепёжной резьбы следует правильно подобрать сверло.
Следует знать, что если просверлить под резьбу отверстие диаметром, точно соответствующим внутреннему диаметру резьбы, то металл, выдавливаемый при нарезании, будет давить на зубья метчика, отчего резьба может получиться с рваными нитками, возможна поломка метчика.
Перед нарезанием резьбы сверлится отверстие, диаметр которого должен быть несколько меньше наружного и больше внутреннего диаметра резьбы.
При сверлении в фитинге отверстия слишком большого диаметра глубина резьбы получится неполной, а резьбовое соединение непрочным.
Способ установки метчика для нарезания внутренней крепёжной резьбы показан на рис.1.
Способ установки метчика для нарезания внутренней крепёжной резьбы.
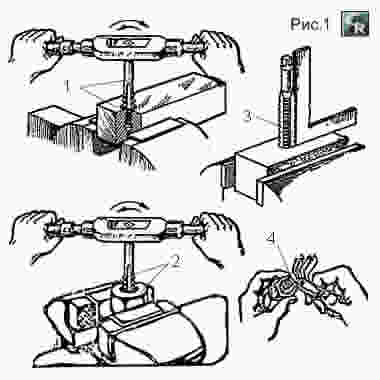
1- установка метчика в просверленное отверстие бруска; 2- тоже шестигранника; 3- вставляют в отверстие метчик строго вертикально; 4- проверка шага выполненной резьбы.
При сверлении глухого (не сквозного) отверстия под резьбу его глубину нужно делать несколько больше нарезаемой части, в противном случае резьба получится неполной по длине.
Нарезание резьбы проводят в такой последовательности:
- намечают кернером место сверления;
- закрепляют деталь в тисках и высверливают отверстие;
- вставляют в отверстие метчик строго вертикально (по угольнику);
- надевают на метчик вороток и прижимают его левой рукой к метчику, а правой поворачивают вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займёт устойчивое положение;
- берут вороток за рукоятки двумя руками и вращают с перехватом рук через каждые 1/2 оборота.
Нарезание резьбы значительно облегчается, если метчиком делать 1…2 рабочих оборота вправо и 1/2 оборота влево.
Закончив нарезание резьбы, метчик выкручивают из отверстия и затем ещё раз прогоняют по полученной резьбе.
1.1.1. Диаметры отверстий под основную крепежную резьбу.
Эту табличку РЕКОМЕНДУЕТСЯ иметь на стене перед рабочим столом.
Диаметры отверстий под основную крепежную резьбу для часто встречаемых резьб даны в табл. 1.
Таблица 1 Диаметры отверстий для основной крепёжной метрической резьбы.
| п/п | Диаметр отверстия, мм | Диаметр резьбы, мм | Диаметр отверстия, мм | Диаметр резьбы, мм | ||
| Чугун, бронза | Сталь, латунь | Чугун, бронза | Сталь, латунь | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | 1,0 | 0,75 | 0,75 | 6,0 | 4,9 | 5,0 |
| 2 | 1,2 | 0,95 | 0,95 | 8,0 | 6,6 | 6,7 |
| 3 | 1,4 | 1,1 | 1,1 | 10 | 8,3 | 8,4 |
| 4 | 1,7 | 1,35 | 1,35 | 12 | 10,0 | 10,1 |
| 5 | 2,0 | 1,6 | 1,6 | 14 | 11,7 | 11,8 |
| 6 | 2,3 | 1,9 | 1,9 | 16 | 13,8 | 13,9 |
| 7 | 2,6 | 2,15 | 2,15 | 18 | 15,1 | 15,3 |
| 8 | 3,0 | 2,5 | 2,5 | 20 | 17,1 | 17,3 |
| 9 | 3,5 | 2,9 | 2,9 | 22 | 19,1 | 19,3 |
| 10 | 4,0 | 3,3 | 3,3 | 24 | 20,6 | 20,7 |
| 11 | 5,0 | 4,1 | 4,2 | * | * | * |
1.2. Типы и отличие метчиков для нарезания внутренней резьбы.
Внутреннюю резьбу нарезают с помощью метчиков на станках или вручную.
Метчики до d=22 мм имеют 3 канавки, а свыше указанного диаметра – 4. Канавки метчиков могут быть прямые, как на рис.2, и винтовые.
У станочных метчиков хвостовик имеет форму цилиндра, у метчиков для ручной нарезки хвостовик заканчивается квадратом для проворачивания с помощью воротков (рис.2 поз.а, б).
Отличие метчиков иногда обозначают на хвостовике соответственно 1…2 круговыми рисками и простановкой номера.
На хвостовике же указывают и размер резьбы, для нарезания которой предназначен метчик.
Ручные метчики, с которыми приходится иметь дело в домашней мастерской, должны быть в комплекте, состоящем из 2-х метчиков: чернового и чистового.
Типы метчиков для нарезания внутренней резьбы показаны на рис.2.
Типы метчиков для нарезания внутренней резьбы.
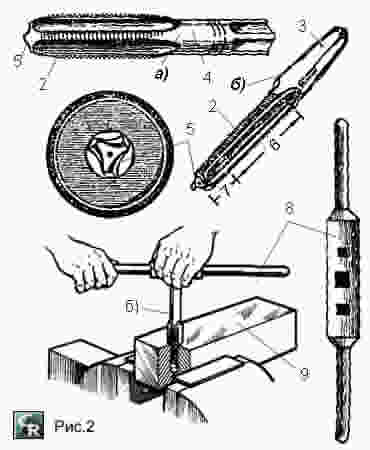
а)- станочный чистовой метчик; б)- слесарный черновой метчик; 1- режущие зубья; 2- хвостовик; 3- квадрат; 4- цилиндр; 5- канавка; 6- калибрующая часть; 7- заборная часть; 8- неразборный вороток; 9- зажим детали в тисках.
Основную работу выполняет черновой метчик (рис.2 поз.2), он имеет более удлиненную заборную часть (на вид она более гладкая) и меньший диаметр.
Чистовой метчик имеет полный профиль резьбы для окончательного, точного нарезания резьбы и её калибровки.
Чистовым метчиком может служить станочный метчик (рис.2 поз.1).
Попытка нарезать резьбу сразу чистовым метчиком, особенно в глубоких отверстиях, часто приводит к плачевным результатам.
Вследствие большого осевого давления металл начинает течь, отверстие суживается и заклинивает метчик. При попытке вывернуть его или продолжать нарезать резьбу он, как правило, ломается.
Неслучайно для нарезания резьбы в отверстиях больших диаметров (от 30 мм и больше) используются комплекты из 3-х метчиков.
1.2.1. Содержание и хранение резьбонарезного инструмента.
Резьбонарезной инструмент нужно содержать в чистоте и смазанным тонким слоем машинного масла.
При монтаже отопительных и санитарно-технических систем для нарезания внутренней крепёжной резьбы применяют следующие инструменты:
- метчики - трубные и метрические – применят для нарезания резьбы в отверстиях и прогонки резьбы в фитингах;
- плашки – применяют для нарезания метрической наружной резьбы всех видов и размеров на стержнях, преимущественно на винтах и болтах;
- круглые плашки или лерки – трубные и метрические – применяют для нарезания резьбы на трубах, стержнях и болтах;
- клупик – применяют для ручного нарезания наружной резьбы на концах труб – трубной резьбы;
- воротки – применят для проворачивания вручную метчиков и др. инструментов.
Резьбонарезной инструмент удобно размещать комплектно, т.е. метчики с плашками одного размера и подобранными сверлами под отверстия для метчиков.
Для этого в деревянных брусках с сеч.50х30 мм и длиной 100…150 мм делают углубления 1…2 и более размеров, в зависимости от диаметра, рядом сверлят отверстия под метчики тех же размеров, а также под сверла для метчиков.
Такие бруски с надписями на их торцах о содержимом можно хранить на полках, в ящиках столов и т.д. готовыми для нарезания любой резьбы.
1.3. Способ нарезания внутренней резьбы метчиком с помощью воротка.
При работе метчик можно закрепить в станочном патроне за цилиндрическую часть хвостовика или в воротке - за коническую часть хвостовика.
Глубина глухого отверстия под нарезку должна быть на несколько миллиметров больше, чем общая длина резьбы и сбега. Это устранит одну из причин поломки метчиков.
Очень часто нет полного комплекта метчиков. При наличии одного чернового метчика пройдите им резьбу несколько раз, а при засверливании отверстия увеличьте его диаметр на десятые доли миллиметра.
Чем больше номинальный диаметр резьбы, тем больше следует увеличить отверстие.
Обильно смазанный болт с той же резьбой вверните в резьбовое отверстие и резьба готова. Такой способ особенно эффективен при нарезании резьбы в заготовках из малоуглеродистой стали и латуни.
При наличии одного промежуточного или чистового метчика также желательно несколько увеличить диаметр отверстия и нарезать резьбу вначале не на пол-оборота, а на 1/5 оборота и сразу немного назад.
Как только ощущаете слишком большое сопротивление, выворачиваете метчик и очищайте его и отверстие от стружки. Смазывайте!
Слишком злоупотреблять увеличением диаметра отверстия не следует. Это приведёт к образованию неполной резьбы свыше допустимого предела.
При нарезании резьбы метчик следует вводить точно по оси отверстия. В противном случае получается косая резьба. Само отверстие и метчик смажьте.
Способ нарезания внутренней резьбы метчиком с помощью воротка показан на рис.3.
Способ нарезания внутренней резьбы метчиком с помощью воротка.
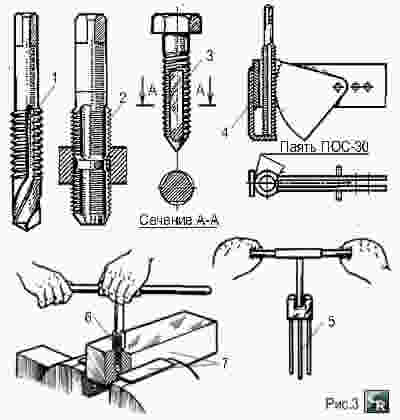
1- метчик-сверло; 2- метчик комбинированный; 3- метчик самодельный из болта; 4- нарезание червячной шестерни; 5- вилка для извлечения сломанного метчика; 6- нарезание резьбы с помощью воротка; 7- зажим детали в тисках.
Перед нарезанием резьбы засверливают отверстие. Диаметр сверла выбирают в зависимости от резьбы.
Диаметры сверл под метрическую резьбу с крупным шагом приведены в таблице 2.
Таблица 2. Диаметры сверл под метрическую резьбу с крупным шагом.
| п/п | Номинальный диаметр резьбы, мм | Диаметр сверла (мм), изготовленного из | |
| Латуни, стали | Чугуна, бронзы | ||
| 1 | 2 | 3 | 4 |
| 1 | 3 | 2,5 | 2,5 |
| 2 | 3,5 | 2,9 | 2,9 |
| 3 | 4 | 3,3 | 3,3 |
| 4 | 5 | 4,2 | 4,1 |
| 5 | 6 | 4,9 | 5 |
| 6 | 7 | 6 | 5,9 |
| 7 | 8 | 6,7 | 6,6 |
| 8 | 9 | 7,7 | 7,7 |
| 9 | 10 | 8,4 | 8,3 |
Через каждые пол-оборота делайте 1/4 оборота в обратную сторону для вывода стружки.
Если метчик идет слишком туго, выверните его и очистите отверстие от стружки. Приложение больших сил ведёт к поломке метчика.
Извлечь обломок или обломки метчика можно различными способами:
- если из отверстия выступает обломок, захватите его плоскогубцами или ручными тисками и выверните;
- если из отверстия не выступает обломок, в канавки опустите гвозди или П-образно согнутую проволоку и выверните;
- попробуйте то же сделать плоскогубцами.
Иногда остатки метчика разбивают пробойником.
1.4. Простейшие и разборные воротки для вращения метчика.
Для закрепления и вращения метчика во время нарезания резьбы вручную служат воротки.
Простейшие воротки для метчиков имеют несколько квадратных отверстий (рис.4 поз.2) под метчики разного диаметра - для мелких и для более крупных.
Очень удобен регулируемый разборный вороток (рис.4 поз.1), половинки которого имеют по 2 треугольных выреза, один вырез (рис.4 поз.1) для мелкой резьбы, другой — для более крупной.
Простейшие и разборные воротки для вращения метчика показаны на рис.4.
Простейшие и разборные воротки для вращения метчика.
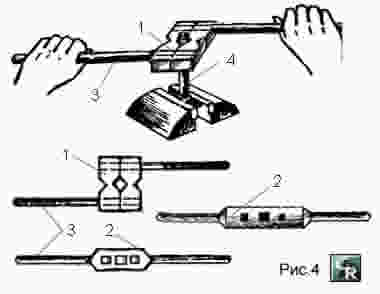
1- разборный вороток для крупных метчиков; 2- неразборный вороток; 3- хвостовики метчика; 4- вырез под мелкую резьбу; 5- тоже под крупную резьбу; 6- штифт или труба под нарезку резьбы.
При навинчивании рукояток (рис.4 поз.3) вырезы зажимают грани (рис.4 поз.1) метчика.
При отсутствии воротка для вращения метчика можно использовать гаечный ключ с соответствующим размером зева. Но гаечный ключ будет соскакивать, им сложно обеспечить вертикальное перемещение метчика по оси просверленного отверстия.
Для закрепления метчика можно применить и ручные тиски. Но лучше всего самостоятельно изготовить вороток из стальной полосы.
Стальной пруток тоже подойдет, если напильником выровнять под зажим двухстороннюю площадочку. Накерните центр или центры, если хотите иметь вороток для 3…4 метчиков с разными квадратами. Просверлите отверстия, оставив припуск 1…3 мм на окончательную обработку.
При этом вороток зажмите в тисках, а сверло или свёрла периодически охлаждайте в воде, ибо толщина воротка в местах под квадраты метчиков должна быть не менее 5…8 мм.
Из круглого отверстия выпилите квадрат квадратным напильником или надфилем.
Вставленный в вороток черновой метчик смазывают маслом и вставляют в отверстие. Смазка необходима для уменьшения трения и нагрева метчика.
В качестве смазочного материала при нарезании резьбы в стальных и медных изделиях можно применять машинное масло, для чугуна и алюминия — керосин.
1.4.1. Если черновой метчик идёт очень туго.
Слегка прижимая метчик левой рукой, правой короткими движениями поворачивают вороток до тех пор, пока метчик не захватит металл. После этого вороток можно поворачивать двумя руками с перехватом через пол-оборота.
Работать воротком будет значительно легче, если через каждые 1…2 оборота его поворачивать на пол-оборота назад, против часовой стрелки, чтобы стружка ломалась.
Дробленая стружка оказывает меньшее сопротивление вращению.
Второй промежуточный метчик вставляют в отверстие рукой без воротка и только после того, как он пойдет правильно по резьбе, накладывают вороток и продолжают нарезку.
Если первый черновой метчик идёт очень туго, а это происходит, когда отверстие под резьбу слишком мало, нарезку следует продолжать поворотом воротка на небольшой угол и чаще ломать стружку.
1.4.2. Что делать если метчик сломался.
"Туго" и "слабо" — понятия, конечно, относительные, и до выработки чутья может быть и придется сломать пару метчиков.
А что делать, если метчик все-таки сломался?
Его можно вывернуть плоскогубцами или губками ручных тисков, если есть за что закрепиться и метчик не заклинило.
В противном случае его высверливают, если есть, конечно, возможность "отжечь" его (для уменьшения твёрдости) вместе с изделием паяльной лампой или сварочной горелкой.
Все метчики комплекта должны имеют один и тот же квадрат на хвостовике, что позволит применять один вороток.