
Соединение пластикового трубопровода в систему при холодной сварке узлов.
Подготовка концов МПТ труб к холодной сварке.
Способ нагрева свариваемых деталей трубопровода из МПТ труб и фитинга.
Способ насадки и соединения стыкуемых деталей при холодной сварке пластикового трубопровода.
Монтажная схема из МПТ труб и фитингов трубопровода горячей и холодной воды.
Проверка сваренных узлов МПТ трубопровода.
Подробнее - в разделах сайта (с выдвижным меню при нажатии вверху↑ слева← для смартфонов) или в "Поиске" на каждой странице сайта ДОМСВОЙСТРОЙ.
ВНИМАНИЕ! Для увеличения формата рисунка - наведи на него курсор.
Раздел 15-10.
Трубопроводную систему из металлопластиковых труб (МПТ) и деталей можно соединять холодной сваркой при помощи фитингов или механически - резьбой и фланцами.
1.1. Подготовка концов МПТ труб к холодной сварке.
После проверочной подготовки и обрезки труб обозначают места сварки на трубе, свариваемые поверхности труб и фитингов очищают и обезжиривают.
Без обезжиривания места сварки на трубе может не произойти идеальное соединение свариваемых поверхностей.
Соединение выполняют в следующем порядке:
- перед сваркой поверхности свариваемых торцов труб очищают от загрязнения;
- допуск перпендикулярности торцов труб d=20…40 мм должен составлять не более 2 мм;
- выполняют разметку на концах свариваемых труб на 1/2 длины муфты (на глубину посадки муфты) - зоны обработки;
- снимают с поверхности отмеченного конца трубы слой материала толщ.0,1…0,2 мм (циклюют), а также удаляют заусенцы (зазор между свариваемыми поверхностями трубы и раструбной детали не должен превышать 0,3 мм);
- общая длина очищаемых концов труб должна быть не меньше 1,5 длины муфты для сварки;
- поверхности труб (наружную) и муфты (внутреннюю) обезжиривают (протирают спиртом или Тангитом);
- муфты с закладными нагревателями в инд. герметичной упаковке, вскрываемые перед сборкой, обезжириванию не подвергают.
Перед сваркой РЕКОМЕНДУЕТСЯ (для труб более d=40 мм) ножом или спец. приспособлением скосить под углом 30…45° наружный конец трубы, предназначенный для нагревания.
1.2. Способ нагрева свариваемых деталей трубопровода из МПТ труб и фитинга.
Перед сваркой МПТ труб необходимо обязательно соскоблить окисленный слой (толщ.0,1 мм) на поверхности трубы по длине соединения, т.к. окисленный слой отрицательно влияет на качество сварки.
После обезжиривания мест стыка можно приступать к процессу нагрева свариваемых деталей трубопровода.
В первую очередь на нагретую насадку надевают фитинг, у которого более толстые стенки, чем у трубы, и который поэтому дольше будет разогреваться.
При этом надо убедиться - не сидит ли он слишком свободно на насадке.
Способ нагрева свариваемых деталей трубопровода из МПТ труб и фитинга показан на рис.1.
Способ нагрева свариваемых деталей трубопровода из МПТ труб и фитинга.
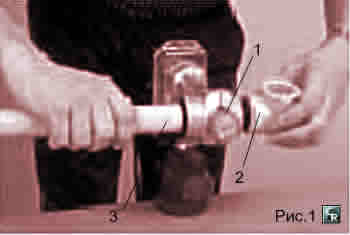
1- насадка для разогрева стыковочных швов узла; 2- на нагретую насадку надевается фитинг; 3- с другой стороны на нагретую насадку надевается МПТ труба.
Если фитинг не прилегает к насадке одинаково плотно по всей длине, его необходимо отбраковать, т.к. неравномерное нагревание способствует некачественной сварке.
После фитинга на нагретую насадку (с дугой стороны насадки) надевают трубу. Плотность прилегания должна быть такой же, как и фитинга.
Положение трубы в фитинге необходимо прочно закрепить, т.к. при нагреве из-за увеличения объёма пластика происходит выталкивание трубы из фитинга.
Обе части деталей пластикового трубопровода нагревают в течение времени, указанного в таблице № 1.
Таблица 1. Время нагрева деталей при холодной сварке пластикового трубопровода.
| Наружный диаметр трубы (мм) | Время нагрева (сек.) | Наружный диаметр трубы (мм) | Время нагрева (сек.) |
| 1 | 2 | 3 | 4 |
| 16 | 5 | 50 | 18 |
| 20 | 5 | 63 | 24 |
| 25 | 7 | 75 | 30 |
| 32 | 8 | 90 | 40 |
| 40 | 12 | 110 | 50 |
ПРИМЕЧАНИЕ:
- Если фитинг и труба плохо надеты на насадку, возможен небольшой поворот обеих деталей (max 10°) прежде чем они будут надеты по всей необходимой длине.
- Во время прогревания детали поворачивать ЗАПРЕЩАЕТСЯ, чтобы избежать сжатия материала.
Сварку трубопроводов с применением соединительных деталей с закладными нагревателями производят при температуре окружающего воздуха не ниже -5°С и не выше +35°С.
Параметры режимов сварки устанавливают на сварочном аппарате в зависимости от сортамента муфты или считывают со штрихового кода с муфты сварочного аппарата или магнитной карточки при помощи датчика в зависимости от вида используемых муфт и сварочных аппаратов.
Отсчёт времени нагрева для каждой детали начинают с момента, когда фитинг и труба по всей длине надеты на насадки.
1.3. Способ насадки и соединения стыкуемых деталей при холодной сварке пластикового трубопровода.
По истечении времени нагрева снимают трубу и фитинг с насадки и соединяют их медленным, равномерным движением без осевого поворота, насадив фитинг на трубу на всю глубину до отметки на трубе.
В таблице № 2 приведены временные показатели, начиная от снятия с насадки и кончая засовыванием трубы в фитинг.
Таблица 2. Время насадки стыкуемых деталей при холодной сварке пластикового трубопровода.
| Наружный диаметр трубы (мм) | Максимальное время на сварку (сек.) |
| 1 | 2 |
| 16, 20, 25 | 4 |
| 32, 40, 50 | 6 |
| 63, 75, 90 | 8 |
| 110 | 10 |
В случае превышения указанного временного периода может произойти охлаждение расплавленного слоя, которое ведет к некачественной холодной сварке.
Способ насадки и соединения стыкуемых деталей при холодной сварке пластикового трубопровода показан на рис.2.
Способ насадки и соединения стыкуемых деталей при холодной сварке пластикового трубопровода.
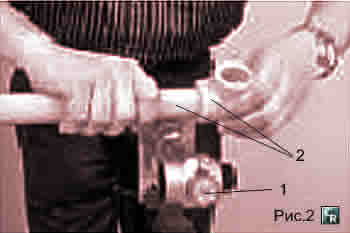
1- насадка для разогрева стыковочных швов узла; 2- нагретый фитинг надевают на нагретую пластиковую (МПТ) трубу.
Свежий шов необходимо зафиксировать в течение 20…30 сек., пока не произойдет частичное охлаждение шва, при котором будет уже невозможен обратный выход трубы из фитинга.
Место сварки защищают от воздействия влаги, песка, пыли и т.п. Собранные сваренные трубы укладывают прямолинейно без изгибов и провисаний.
Наполнение трубопровода водой возможно лишь через 1 час после выполнения последнего сварочного шва.
1.4. Монтажная схема из МПТ труб и фитингов трубопровода горячей и холодной воды.
Соединение сваренных узлов пластикового трубопровода в систему начинают с установки межэтажных стояков.
От основных трубопроводов отводящие трубы должны быть уложены с уклоном в сторону водоспускных устройств.
К началу монтажа трубопроводов санитарно-технических систем проверяют выполнение общестроительных работ, в т.ч. наличие отверстий и борозд для прокладки трубопроводов.
Монтаж трубопроводов РЕКОМЕНДУЕТСЯ начинать с обвязки сантехоборудования, т.е. в первую очередь монтируют узлы с арматурой трубопроводов.
При монтаже запорной и водоразборной арматуры для трубопровода её предварительно закрепляют на опорах, после чего присоединяют к ней трубопровод.
Трубопроводную арматуру устанавливают, как правило, в комплекте с узлами или блоками.
Запорную и водоразборную арматуру следует закреплять с помощью самостоятельных неподвижных креплений для устранения передачи усилий на трубопровод в процессе эксплуатации.
Сборка соединительной детали с арматурой или металлическими частями трубопровода выполняется при ослабленной накидной гайке.
Монтажная схема из МПТ труб и фитингов трубопровода горячей и холодной воды показана на рис.3.
Монтажная схема из МПТ труб и фитингов трубопровода горячей и холодной воды.
1- тройник; 2- шаровой кран или вентиль; 3- фильтр; 4- счётчик воды; 5- тройник; 6- угольник 90°; 7- угольник 90° с метал. резьбой внутренней и креплением настенный.
Прямые участки трубопроводов прокладывают после монтажа и закрепления смежных узлов и блоков.
Минимальное расстояние от осей отводов и тройников трубопровода до креплений следует принимать с учётом температурного изменения длины трубы, при этом соединительные детали должны располагаться на расстоянии не менее 50 мм от креплений.
Трубопроводы, прокладываемые через стены, перекрытия или др. элементы здания, должны заключаться в гильзы. В качестве гильз используют отрезки ст. труб с внутренним на d=10…20 мм больше наружного, заключённого в них участка труб.
Гильзы должны выступать на 50…100 мм с обеих сторон пересекаемой конструкции здания.
Участки труб в гильзах не должны иметь стыков.
Иначе, почему мокрый потолок вокруг стояка, можно будет выяснить только после замены стояка на новый - был и такой казус, испортивший много крови соседям.
Зазор между трубопроводом и гильзой заполняют с обеих сторон асбестом или др. негорючим материалом, допускающим перемещение трубопровода в гильзе.