
Разметка, резка, калибровка и соединение пластиковых труб в системах отопления и водоснабжения.
Проверка качества пластиковых труб и деталей.
Правила разметки пластиковых труб.
Правила резки пластиковых труб.
Калибровка концов пластиковых труб со снятием фаски.
Калибровка концов труб из ПХВ с формованием раструба.
Образование отверстий в пластмассовых трубах.
Сборка штуцерного соединения пластиковых труб.
Присоединение пластиковой трубы к приборам отопления и водоснабжения.
Транспортировка и хранение пластиковых труб и деталей.
Подробнее - в разделах сайта (с выдвижным меню при нажатии вверху↑ слева← для смартфонов) или в "Поиске" на каждой странице сайта ДОМСВОЙСТРОЙ.
ВНИМАНИЕ! Для увеличения формата рисунка - наведи на него курсор.
Раздел 15-9.
1. Разметка пластиковых труб в системах отопления и водоснабжения.
До проведения работ пластиковые трубы, соединительные детали, арматура и средства крепления должны быть проверены на наличие сопроводительной документации, включая гигиенический сертификат и сертификат соответствия (техническое свидетельство).
1.1. Проверка качества пластиковых труб и деталей.
Трубы должны иметь маркировку, указывающую диаметр и ее назначение.
До монтажных работ должен быть выполнен осмотр труб и деталей для установления маркировки, а также трещин, сколов, рисок и других механических повреждений, а также выборочный контроль наружного диаметра и толщины стенок труб.
На поверхности труб не должно быть механических повреждений и заломов. Трубы не должны быть скручены или сплющены.
Вентили и краны проверены на их работоспособность и сделаны выборочные испытания по определению разрушающей нагрузки кольцевых образцов.
На штуцерах и накидных гайках соединительных деталей с резьбой - резьба должна быть нарезана в соответствии с ГОСТ-6357.
Резьба должна быть чистой, без заусенцев, без рваных или смятых ниток.
Средства крепления трубы должны иметь поверхность, исключающую возможность повреждения труб - не должны иметь острых кромок и заусенцев.
При размотке бухт и монтаже трубопроводов следить, чтобы маркировка на трубах находилась на одной стороне трубы - не перекручивались в спираль.
До начала монтажа труб выполняют подготовительные операции:
- отобрать трубы и соединит. детали по вышеуказанным требованиям проверки качества изделий;
- разметить трубу по проекту или по месту (с учётом припусков на стыковку узлов);
- разрезать трубу по разметке спец. ножницами, не допуская смятия трубы и без образования заусенцев;
- обработать срезы и снять фаску.
При размотке бухт труб и в работе с трубами при монтаже необходимо НЕ ДОПУСКАТЬ сплющивания, резких изгибов и переломов труб.
Если при работе труба была сплющена или заломлена - испорченный участок трубы должен быть удалён.
Трубы НЕЛЬЗЯ натягивать, чтобы не допускать растягивающего напряжения.
Свободные концы труб закрывать заглушками при протягивании их через стены, чтобы в систему не попал мусор и грязь.
1.2. Правила разметки пластиковых труб.
Разметку пластиковых труб (МПТ) выполняют в соответствии с проектом или по месту (с учётом припуска на последующую обработку).
Разметку МПТ труб выполняют помимо измерит. инструментов (линейки, метры, рулетки) спец. изготовленным шаблоном (для однотипных размеров) и разметочным приспособлением.
Риски для разметки на трубах и соединит. деталях выполняют фломастером, маркером или мягким карандашом, чтобы не поцарапать или не порезать поверхность труб.
РЕКОМЕНДУЕТСЯ фломастером обозначать на трубе длину её соединения с фитингом, размером равным глубине муфты фитинга.
При этом НАДО УЧИТЫВАТЬ, что конец трубы не должен быть надвинут до упора в муфту фитинга на 1…2 мм.
Эта щель необходима для предотвращения сужения прохода трубы в местах соединения.
Затем необходимо обозначить место соединения на трубе и на фитинге для того, чтобы избежать поворота (залома) трубы относительно фитинга после засовывания. Для этого можно использовать монтажные отметки на фитингах.
2. Резка пластиковых труб в системах отопления и водоснабжения.
Резку МПТ труб РЕКОМЕНДУЕТСЯ выполнять спец. ножницы или режущими инструментами для пластиковых труб, чтобы не сминать трубы и чтобы шов разреза получался без заусенцев или роликовым труборезом.
2.1. Правила резки пластиковых труб.
Резать пластмассовые трубы в большинстве случаев можно на труборезных станках дисковыми пилами толщ.1,5…2 мм, маятниковыми пилами с абразивными кругами толщ.3 мм, электроножовками с ножовочными полотнами по металлу, а при небольших объёмах в условиях монтажной площадки - ручными ножовками для резки метал. труб или мелкозубчатыми столярными пилами.
Отмечают и отрезают необходимую длину трубы, а для качественных торцов резку выполняют плавно без рывков.
Скорость резания выбирают так, чтобы труба не размягчалась от нагревания и пластмасса не налипала на режущий инструмент.
РЕКОМЕНДУЕТСЯ скорость резания пластмассовых труб дисковыми стальными пилами- 36 м/с, а абразивными армированными кругами- до 60 м/сек.
При использовании пилы (ножовки) для железа - ножом очищают край трубы от заусениц.
ВНИМАНИЕ! При резке металлопластиковых труб (МПТ) обрезным устройством надо устранить верхний пластиковый и средний алюминиевый слой по длине входа в муфту фитинга.
Резка металлопластиковых труб в условиях монтажной площадки показана на рис.1.
Резка металлопластиковых труб в условиях монтажной площадки.

Способ резки металлопластиковых труб при небольших объёмах в условиях монтажной площадки режущим инструментом для пластиковых труб с опорой трубы на плоскость инструмента, противоположную резаку.
При резке трубу обрезают под углом 90° к оси трубы - она должна без перекоса опираться на плоскость инструмента, противоположную резаку.
Отклонение плоскости разреза труб от перпендикуляра к оси трубы не должен превышать 5%.
С обработанной таким образом трубой работают также как и с цельнопластиковыми трубами.
Трубы можно резать и пилить только острыми, хорошо наточенными инструментами. Если резак сильно сминает трубу при резке, лезвие резака необходимо заточить или заменить.
3. Калибровка пластиковых труб в системах отопления и водоснабжения.
Калибровку концов труб из ПХВ выполняют при их подготовке к склеиванию.
Для раструбной сварки труб из ПНД, ПВД и ПП калибровку концов отдельно не производят, т.к. этот процесс выполняют при оплавлении конца трубы по поверхности сварки в гильзе нагревательного инструмента.
3.1. Калибровка концов пластиковых труб со снятием фаски.
Чтобы металлопластиковая труба (МПТ) одевалась на штуцер фитинга без больших усилий, и не нарушила положения эластичных уплотнительных колец штуцера, конец трубы калибруют внутренним калибром, соответствующим номинальному внутреннему диаметру трубы.
Калибровка концов пластиковых труб со снятием фаски показана на рис.2.
Калибровка концов пластиковых труб со снятием фаски.

Калибровка пластиковой трубы внутренним калибром, соответствующим внутреннему диаметру трубы специальными калибраторами, совмещенными с фрезой для снятия фаски на трубе с опорой трубы на плоскость инструмента, противоположную калибратору.
Одновременно с калибровкой на внутреннем слое пластиковой трубы снимается фаска в 1…1,5 мм.
Калибровку труб выполняют спец. калибраторами, совмещенными с фрезой для снятия фаски на трубе.
При отсутствии спец. средств ДОПУСКАЕТСЯ обрабатывать торцы и снимать фаски на трубах с помощью драчевых напильников по ГОСТ 1465-80*.
Обработку торцов пластмассовых труб перед стыковкой сваркой нагретым инструментом следует проводить на сварных установках при помощи ручных или механизированных торцевых устройств.
3.2. Калибровка концов труб из ПХВ с формованием раструба.
Фаски на концах труб из ПХВ снимают при подготовке их к сварке расплавом, перед сборкой раструбных соединений.
При калибровке концов труб из ПХВ нагретую в глицериновой ванне или горячим воздухом до Т=130±5°С трубу вставляют с помощью спец. устройства в калибровочную гильзу.
Калибровка концов труб из ПХВ с формованием раструба показана на рис.3.
Калибровка концов труб из ПХВ с формованием раструба.

Калибровка конца трубы, с помощью устройства для формования раструба с опорой трубы на плоскость инструмента, противоположную калибратору.
Режущий инструмент при механической обработке труб из ПХВ охлаждают сжатым воздухом.
Перед стыковой сваркой нагретым инструментом РЕКОМЕНДУЕТСЯ обрабатывать торцы труб для получения ровной поверхности и смнятия окисленного слоя.
При этом торцы труб должны быть строго перпендикулярны к их оси.
Перпендикулярность торцов труб и угол разделки кромок после механической обработки проверяют угломером или угольником, а угол разделки кромок - спец. шаблонами.
Допустимые отклонения перпендикулярности торцов труб после механической обработки не должны превышать отклонения, разрешаеиые при резке труб (см.выше).
Калибровку конца трубы можно выполнять с помощью устройства, применяемого для формования раструба. Остывание конца трубы должно происходить вместе с гильзой.
3.3. Образование отверстий в пластмассовых трубах.
Отверстия в пластмассовых трубах сверлят на сверлильных станках или ручными электросверлильными машинами с помощью перовых или спец. свёрл, а также спец. циркулярных резцов и трубных свёрл.
Для образования отверстий диаметром до 15 мм применяют перовые свёрла, т.к. спиральные свёрла небольших диаметров при работе быстро забиваются стружкой.
Угол заточки перовых свёрл должен быть 60…70°. Подача при сверлении отверстий в пластмассовых трубах- 0,1…0,3 мм на 1 оборот.
Для получения отверстия d=15…50 мм используют стандартные спиральные свёрла с углом заточки 100…130°.
Диаметр сверла должен быть на 0,05…0,15 мм больше диаметра отверстия, т.к. оно после сверления уменьшается.
Перед вырезкой отверстия пластмассовую трубу закрепляют в зажиме во избежание трещин и сколов в стенке трубы.
В процессе сверления труб сверло необходимо периодически выводить из отверстия для охлаждения и удаления стружки.
Охлаждать инструмент и места сверления РЕКОМЕНДУЕТСЯ сжатым воздухом.
При сверлении труб из ПХВ электроприводными устройствами РЕКОМЕНДУЕТСЯ применять режущий инструмент с тупым углом заточки, при этом нужно глубоко кернить центр отверстия.
4. Соединение пластиковых труб в системах отопления и водоснабжения.
Подготовка и сборка соединений МПТ трубы и штуцера с обжимной гайкой состоит из следующих операций:
Спец. ножницами обрезают трубу строго под углом 90° к оси трубы. Обрабатывают поверхность трубы калиброванной разверткой - сначала снимают внутреннюю фаску, затем обрабатывают наружную поверхность.
Штуцер фитинга смазывают мыльной водой. На штуцере должны быть электроизолирующая тефлоновая шайба и 2 уплотнительных кольца.
4.1. Сборка штуцерного соединения пластиковых труб.
Для облегчения сборки штуцерного соединения и надевания МПТ трубы на штуцер фитинга поверхность штуцера покрывают тонким слоем спец. силиконовой смазки или мыльной водой.
НЕ ДОПУСКАЕТСЯ использовать для этой цели какие-либо другие масла или смазки.
На подготовленную трубу надевают латунную обжимную гайку и разрезное обжимное кольцо.
Штуцер фитинга аккуратно вводят в трубу, при этом ОБЯЗАТЕЛЬНО надо следить, чтобы уплотнительные кольца остались в предназначенных для них канавках штуцера.
Сборка штуцерного соединения с наружной резьбой МПТ трубы показана на рис.4.
Сборка штуцерного соединения пластиковой трубы.
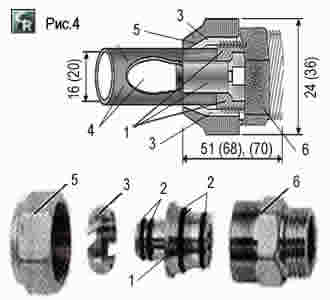
1- штуцер; 2- уплотнительные кольца; 3- обжимное кольцо; 4- металлопластиковая труба (МПТ) с наружной резьбой; 5- накидная гайка; 6- переходник с наружной резьбой к приборам (отопления или водоснабжения), имеющим внутреннюю резьбу.
Штуцер (соединительный элемент) вручную запрессовать в трубу до упора на глубину:
- для труб с наружным d=16 мм- на 8 мм;
- для труб с наружным d=20 мм- на 10 мм;
- для труб с наружным d=26 мм- на 12 мм.
Накидную гайку и обжимное кольцо надвигают до корпуса фитинга и вручную завинчивают на резьбовую часть фитинга и затягивают гайку на фасонной части фитинга (на тройнике, уголке или вентиле).
Довинчивание накидной гайки при сборке фитинга с пластиковой трубой показано на рис.5.
Довинчивание накидной гайки при сборке фитинга с пластиковой трубой.

Придерживая фитинг одним рожковым ключом за монтажную прокладку, вторым ключом выполняют довинчивание накидной гайки.
Довинчивание накидной гайки выполняют на указанное ниже число оборотов:
- для труб с наружным d=16 мм- на 1 оборот;
- для труб с наружным d=20 мм- на 1 оборот;
- для труб с наружным d=26 мм- на 3/4 оборота;
- для труб с наружным d=32 мм- на 3/4 оборота;
Проверяют герметичность соединения на наличие протечки воды.
4.2. Присоединение пластиковой трубы к приборам отопления и водоснабжения.
НАДО ПОМНИТЬ, что у каждого вида фитингов, в зависимости от производителя, свой вид соединений пластиковых труб.
Присоединение пластиковой трубы через фитинг к приборам отопления и водоснабжения показано на рис.6.
Присоединение пластиковой трубы через фитинг к приборам отопления и водоснабжения.

При сборке фитинга с пластиковой трубой присоединение к приборам, имеющим внутреннюю резьбу, можно применять соединение с обжимной гайкой и обжимным кольцом с уплотнением резьбовой части.
Для присоединения труб к деталям, имеющим внутреннюю резьбу, необходимо использовать соединение штуцерное с наружной резьбой через ниппель с уплотнением резьбовой части.
Соединение трубы с фасонными деталями, имеющими наружную резьбу, осуществляется по сопрягаемым поверхностям деталей без уплотнения резьбовой гайки.
Для переходных соединений пластик-металл в трубопроводах для горячей воды и отопления используют также переходники с запрессованными латунными вставками с внутренней и наружной резьбой.
Переходники с запрессованными латунными вставками с внутренней и наружной резьбой для переходных соединений пластик-металл в трубопроводах горячей воды и отопления показаны на рис.7.
Переходники для соединений пластик-металл в трубопроводах.
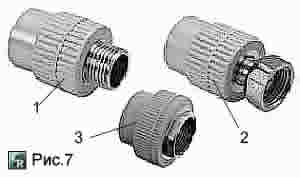
1- переходник с металлической наружной резьбой; 2- переходник с металлической вставкой и перекидной гайкой; 3- муфта переходная с внутренней резьбой.
Для затяжки резьбовых соединений с запрессованной вставкой применят затяжные ключи с лентой, если на переходе штуцера на металлической части нет приспособления для использования обычного ключа.
Герметизация резьбовых соединений осуществляется тефлоновой лентой, тефлоновой ниткой или спец. уплотняющей пастой.
Уплотнение резьбовых соединений со стальными трубопроводами и арматурой осуществляется лентой ФУМ или льняной прядью.
Варианты соединения МПТ труб в системах отопления и водоснабжения показаны на рис.8.
Варианты соединения МПТ труб в системах отопления и водоснабжения.
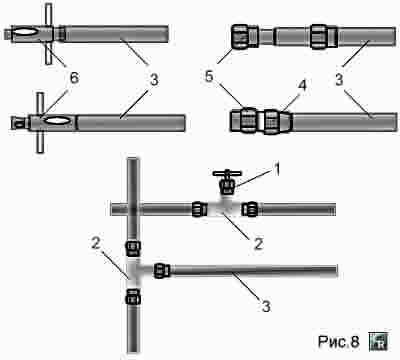
1- вентиль; 2- тройник; 3- металлопластиковая труба (МПТ); 4- накидная гайка; 5- штуцер; 6- устройство для развальцовки металлопластиковой трубы.
Для закрепления труб следует применять изделия согласно каталогам изготовителей или опоры, применяемые для пластмассовых труб.
Крепления трубы должны иметь поверхность, исключающую повреждение труб. Крепления не должны иметь острых кромок и заусенцев.
Размеры хомутов должны соответствовать диаметрам труб.
Металлические крепления должны иметь мягкие прокладки и антикоррозийное покрытие.